


Flat disc type liquid ring vacuum pump
The inlet and outlet of the pump are designed on the planar end face (flat disc), with a maximum pressure of up to 3.3 Kpa, and the suction and discharge volume ranges from 27 to 62,400 m3/h. It includes 2BV series, 2BE1 series, 2BE3 series, SK/2SK series, and DLV series. It is widely used in industries such as chemical engineering, pharmaceuticals, papermaking, food, mining, power, steel, coal, environmental protection, aerospace, etc.
-

Home Page
- /
- Product Center
- /
- Flat disc type liquid ring vacuum pump
- Product Classification
- Flat disc type liquid ring vacuum pump
- Cone-type liquid ring vacuum pump
- Low-pressure liquid ring compressor
- Medium and high pressure liquid ring compressor
- Dry vacuum pump
- Vacuum system
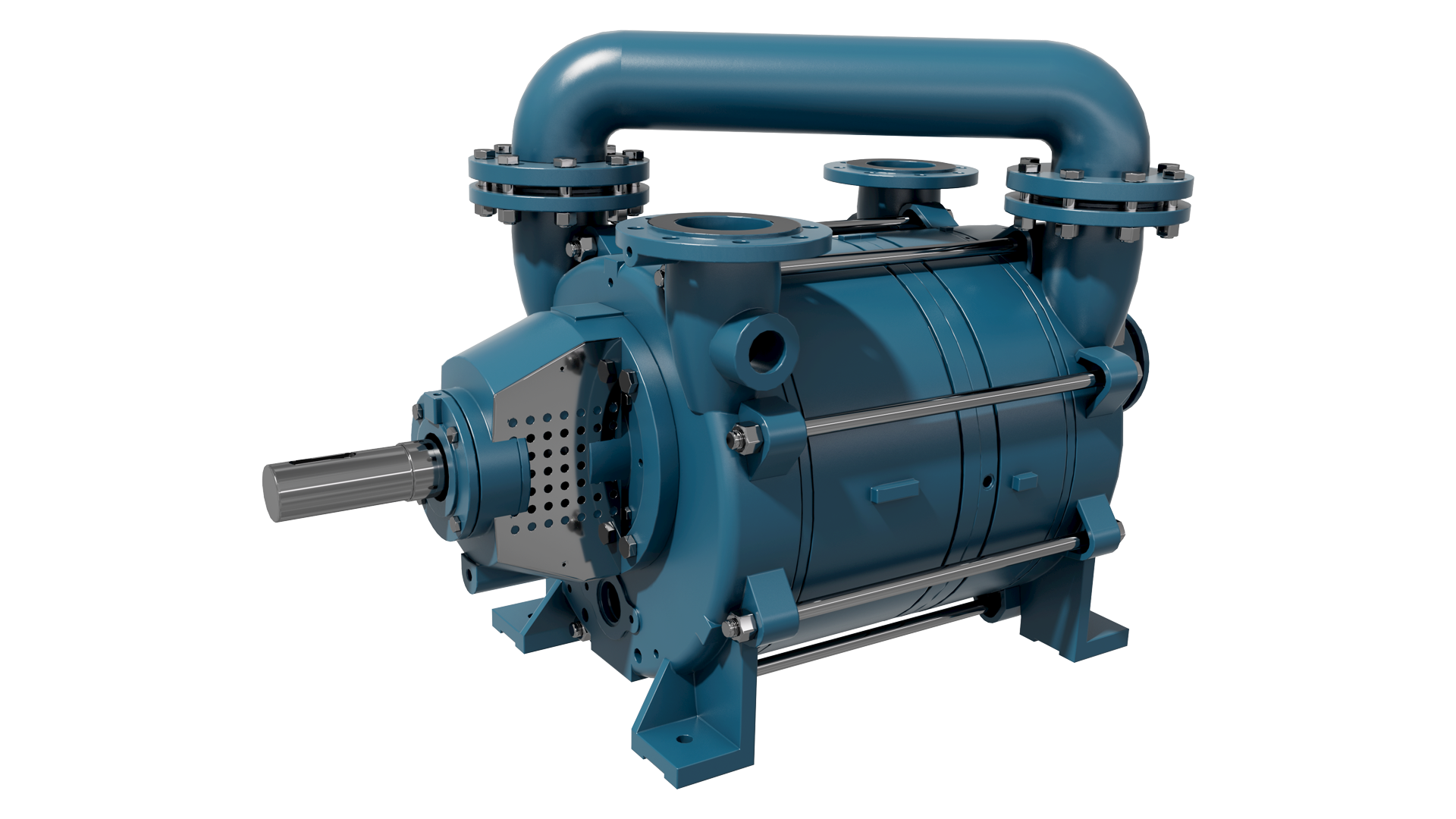
2BE1 single-stage liquid ring vacuum pump
2BE1 single-stage liquid ring vacuum pump
Liquid ring vacuum pump, with a maximum vacuum of 33 hPa, gas volume ranging from 240 to 26,000 cubic meters per hour, packing or mechanical seal. It can suck flammable and explosive gases. Widely used in industries such as papermaking, chemical engineering, petrochemicals, light industry, pharmaceuticals, food, metallurgy, building materials, mine washing, mineral processing, and fertilizers.
Product Inquiry

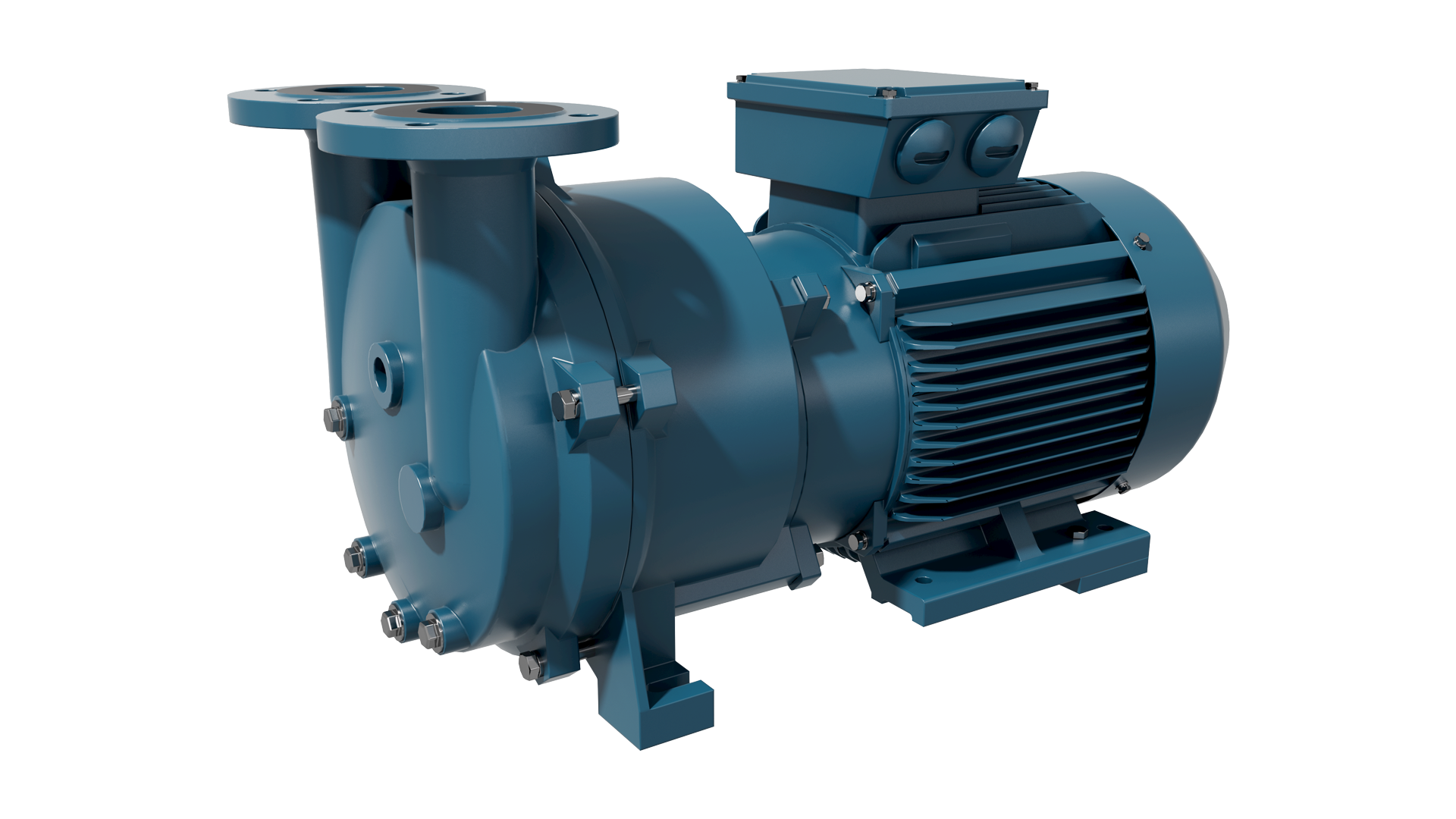
2BV Single-stage Liquid Ring Vacuum Pump
2BV Single-stage Liquid Ring Vacuum Pump
Small liquid ring vacuum pump, with coaxial design of the motor and pump, mechanical seal, compact in size, with a maximum vacuum of 33 hPa, and a gas volume range of 27 to 500 m3/h. Typical applications: vacuum filtration, vacuum distillation, vacuum packaging, food drying, vacuum water extraction, medical suction, etc.
Product Inquiry

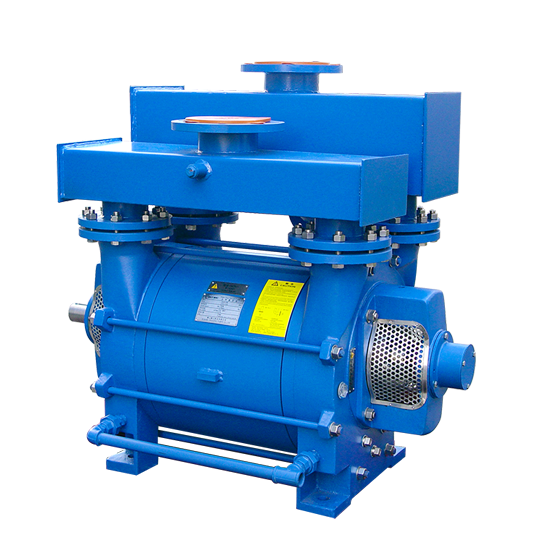
2BE3 Single-stage Liquid Ring Vacuum Pump
2BE3 Single-stage Liquid Ring Vacuum Pump
Large liquid ring vacuum pump, with a gas volume of 4200 to 62400 m3/h, a maximum vacuum of 160 hPa, top exhaust or side exhaust. Widely used in industries such as chemical engineering, papermaking, coal washing, mineral processing, petrochemicals, light industry, metallurgy, building materials, stone machinery, fertilizer, etc. for large air extraction rate conditions.
Product Inquiry
DLV Two-stage Liquid Ring Vacuum Pump
DLV Two-stage Liquid Ring Vacuum Pump
This two-stage liquid ring vacuum pump has an air volume range of 145 to 2500 m³/h. It can achieve a larger suction volume within a higher vacuum range. It is particularly suitable for vacuum drying, evaporation, distillation, concentration, filtration, dehydration, and degassing processes.
Product Inquiry
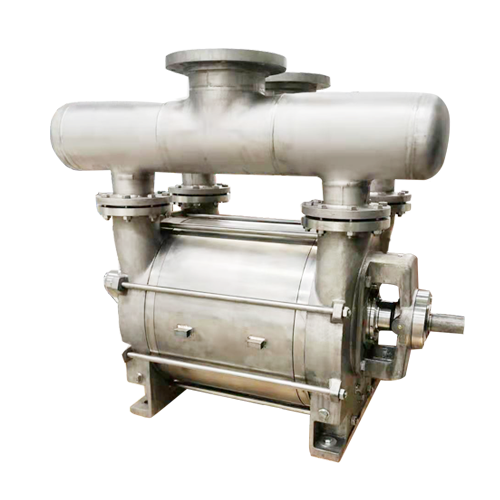
Titanium pump water ring pump
Titanium pump water ring pump
The application of water ring pumps in the chemical industry over the years has enabled us to accumulate rich experience in the use of special materials. This includes the application of stainless steel for flow components, the successful use of special parts coated with Ni, Cr, polymer spraying, and all titanium materials. Under conditions where the circulating medium contains strong acids, strong bases, flammable and explosive substances, toxic and harmful substances, our products can ensure smoother operation, more reliable performance, and longer lifespan.
Product Inquiry
